次閱讀
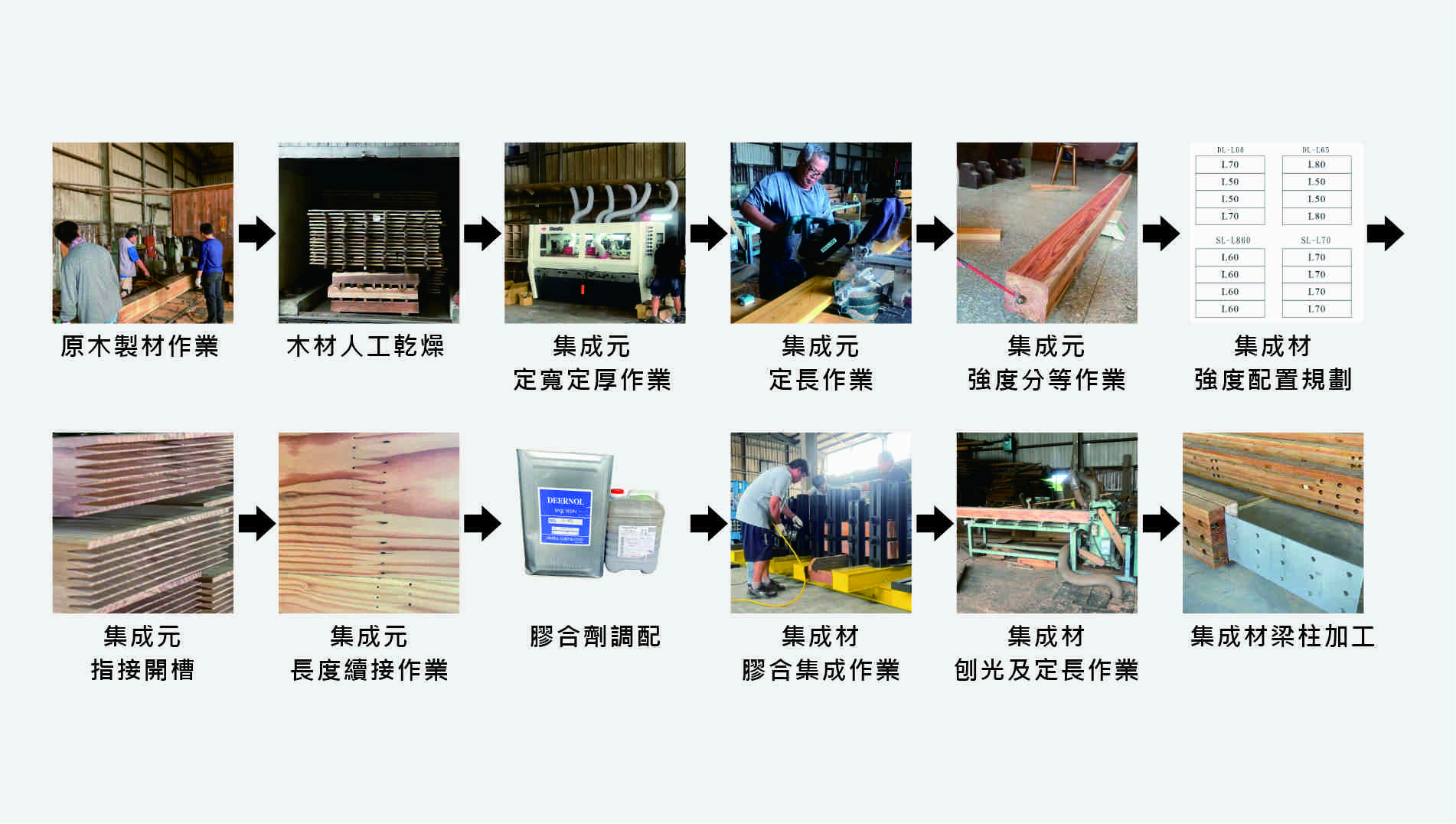
集成材製作以國產柳杉為主要原料,經乾燥、定厚與強度分級後,依彈性模數與節疤特性進行層次配置。短料以指榫接長後塗佈間苯二酚膠,依設計堆疊加壓成型,壓製過程需確保平整與密合。完成後再行鉋光修整至標準尺寸,並依 CNS11031 進行力學性能檢測。此流程自原木至成品皆依科學化程序控制,確保集成材具備穩定強度、良好外觀與結構安全,可應用於各類木構建築。〔元翊設計/陳垣璋整理〕
一、原木製材與乾燥處理
選用原木進行鋸製,製成所需尺寸之集成元。鋸製後進行人工乾燥,將含水率控制於 12% 以下,以確保後續膠合作業之穩定性。
二、定厚加工作業
乾燥完成後的集成元,經由四面鉋機進行定厚處理,使厚度與表面精度達到集成元要求。此步驟可確保後續膠合時木料接觸面平整、密合度良好。
三、材料分級作業
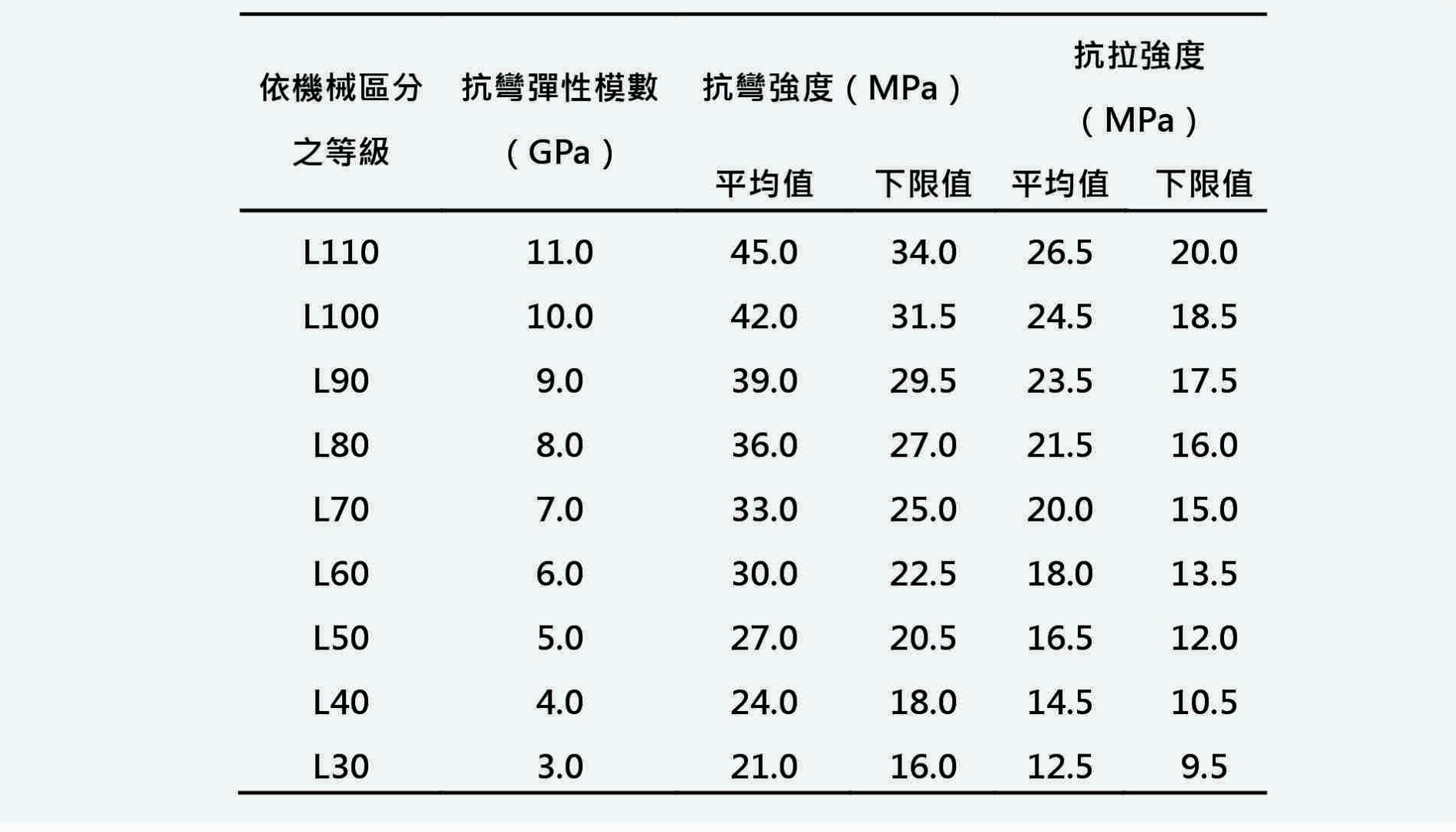
經定厚處理後的集成元,進行強度與品質分級。分級作業採用非破壞性測試(打音法)量測其動彈性模數(MOE),並依據 CNS11031 標準進行強度分等。同時觀察節疤、傾斜纖維、裂縫等外觀缺陷,以輔助分級判定。
分級結果將作為後續集成材配置依據,確保高強度材料用於結構外層、低強度材料用於內層,以達到材料利用最大化與結構性能最優化的目標。
四、集成材配置規劃
集成材之配置依據 結構技師設計計算所得梁柱之強度需求,參考柳杉集成元之 動彈性模數(E值) 與 抗彎強度(F值),依 CNS11031 結構用集成材標準 進行適當分級與配置。
在實務應用上,集成材可依結構受力狀況選擇不同層級配置方式:
對稱異等級集成材:外層配置強度最高之集成元,以承受主要彎矩與拉壓力,內層則採較低等級材料,兼顧成本與性能。
同等級集成材:採用彈性模數接近之集成元交錯配置,形成穩定且均勻之受力分佈,
依工程需求,國產柳杉可製造 E105–F345 至 E55–F200 等不同強度等級之集成材,滿足多樣化木構建築結構設計要求,達到安全、穩定與高效利用國產柳杉資源之目標。
五、指接及長度續接
對於長度不足的集成元,先進行指接開槽加工,再透過指榫膠合方式將短料續接成連續板條,使其達到結構用長度需求。此工序可提升材料利用率,並確保指接部位具足夠的強度與穩定性,作為後續集成材製作之基材。
六、膠合與加壓作業
依集成元配置順序進行塗膠與堆疊,使用間苯二酚–酚甲醛樹脂(RPF)作為膠合劑,主劑 D-40E 與硬化劑 DL-880 依 1:0.3 比例混合,單面塗膠量為 250 g/m²。
完成塗膠後,於集成工作台上進行加壓作業,壓力控制約 10 kg/cm²。加壓過程中需維持構件平整、避免側向翹曲,確保膠層均勻密合與膠合品質穩定。
七、定厚與鉋光加工
膠合完成後的集成材,經平鉋機修整至規格尺寸(如 12×12 cm 結構梁柱),使表面平整,符合施工與外觀需求。
八、品質檢測與後加工
完成膠合與壓製後之集成材,依據 CNS11031 結構用集成材規範 進行膠合強度測試,檢驗其膠合力及外觀品質是否符合標準。通過檢測後,方可進行後續開槽、鑽孔及端面修整等加工作業,製成可直接應用於木構建築之梁、柱或構件,確保產品具備結構安全與使用穩定性。